本文面向智能车间工程师,详细解析发那科CNC系统的数据采集与联网方案,涵盖串口、以太网及现场总线三种主流方式,并给出MES对接、安全注意事项与典型故障排查步骤。
一、为什么发那科CNC联网是智能车间的关键一步
在智能车间建设中,发那科(FANUC)CNC系统因其高可靠性和广泛的市场占有率,成为设备联网与数据采集的核心对象。实现CNC联网后,车间可以实时获取设备状态、加工参数、报警信息及产量数据,为MES、刀具管理和质量追溯提供基础数据源。然而,不同型号的发那科CNC支持的通信接口差异较大,从早期的RS-232串口到现代的内置以太网接口,工程师需要根据现场设备选型制定合理的联网方案。
二、发那科CNC主流联网方式详解
2.1 串口通信(RS-232/RS-422)
适用于0i系列、16i/18i/21i等较早型号。串口通信通常用于程序传输和简单状态读取,但速率低(最高115200 bps)、距离受限(15米以内),且需要专用电缆和协议转换。常见协议为FANUC的专用协议或宏执行器(Macro Executor)接口。
- 硬件连接:使用DB9或DB25接口,注意引脚定义需参考设备手册;建议使用光电隔离型转换器防止地环路干扰。
- 软件配置:在CNC系统参数中设置波特率、数据位、停止位、校验方式,并启用宏输出功能(参数#3000等)。
- 注意事项:串口不支持多设备组网,仅适用于单机数据采集;现场布线需远离变频器、电焊机等强干扰源。
2.2 以太网通信(内置/外置)
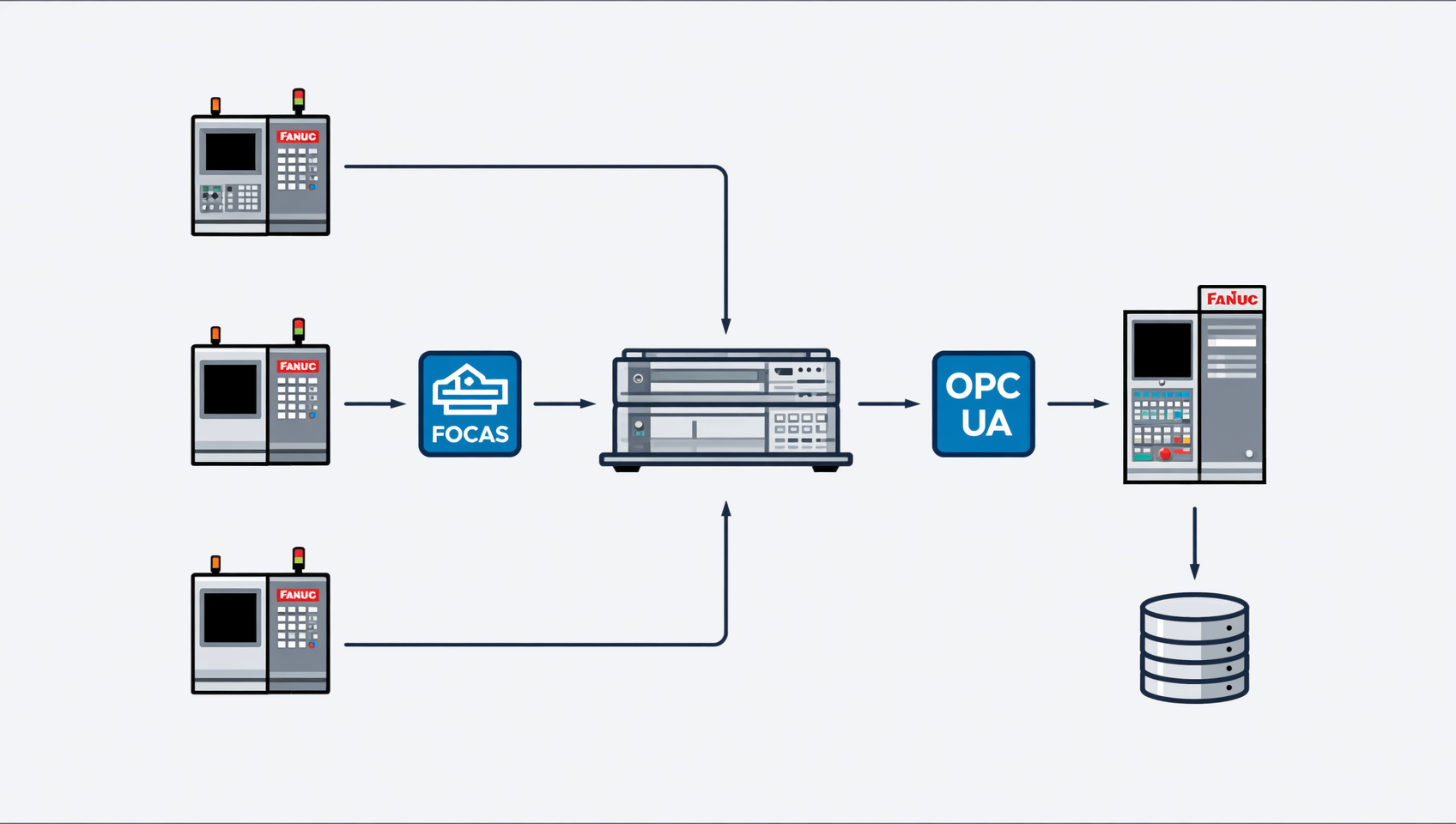
发那科31i/32i/35i等新型号标配以太网接口,支持TCP/IP协议,可实现高速、远距离数据传输。常用协议包括FOCAS1/2(FANUC Open CNC API Specifications)和OPC UA。
- FOCAS协议:发那科官方开放接口,支持读取坐标、主轴负载、刀具号、报警历史等数百种变量。需在CNC端开启FOCAS服务(参数#13807等),并分配固定IP地址(需与车间网络规划一致)。
- OPC UA:部分新型号支持OPC UA服务器,可简化与上位机或MES的集成。配置时需设置安全策略和证书,避免未授权访问。
- 网络规划:建议将CNC设备划分到独立VLAN,减少广播风暴影响;使用工业级交换机并启用QoS保证实时数据优先。
2.3 现场总线(CC-Link、PROFINET等)
对于需要与PLC高速交换数据的场景,可通过CNC的现场总线接口(如CC-Link IE、PROFINET)实现。这种方式延迟低(毫秒级),适合刀具管理、自动线协同等应用。配置时需在CNC参数中设定站号、波特率,并在PLC侧完成组态。
三、数据采集内容与MES对接
3.1 采集数据类型
| 数据类别 | 典型内容 | 用途 |
|---|---|---|
| 设备状态 | 运行/待机/报警/急停 | OEE计算、设备利用率分析 |
| 加工参数 | 主轴转速、进给率、切削负载 | 工艺优化、刀具寿命预测 |
| 产量信息 | 当前工件计数、循环时间 | 生产进度跟踪 |
| 报警历史 | 报警代码、时间、原因 | 故障诊断与维护计划 |
| 刀具数据 | 刀具号、寿命、磨损量 | 刀具管理、自动换刀 |
3.2 MES对接步骤
- 数据采集层:部署边缘网关或工业计算机,运行FOCAS客户端或OPC UA客户端,定时轮询CNC数据。
- 协议转换:将采集到的数据转换为标准格式(如JSON、MQTT),上传至MES中间件。
- 接口开发:MES通过REST API或数据库直连方式接收数据,并映射到生产订单、设备台账。
- 测试与验证:在非生产时段进行数据比对,确保采集值与CNC面板显示一致;注意处理异常值(如负坐标、空值)。
四、安全与运维注意事项
- 网络安全:CNC设备联网后应部署防火墙,限制仅允许指定IP访问;禁用不必要的端口(如Telnet、FTP)。
- 参数备份:在进行任何通信参数修改前,务必完整备份CNC系统参数和加工程序。
- 冗余设计:关键数据采集链路建议采用双网卡或双网关冗余,避免单点故障导致数据丢失。
- 现场手册:所有IP地址、参数设置均以现场设备手册和车间网络规划为准,切勿套用默认值。
五、典型故障排查
- 连接失败:检查IP地址、子网掩码、网关是否匹配;使用ping命令测试物理连通性;确认CNC的FOCAS服务已启用。
- 数据读取超时:可能因CNC处于急停或手动模式导致通信暂停;检查参数#3000等是否允许后台通信。
- 数据异常:对比CNC面板显示值与采集值,检查数据类型转换(如整数/浮点数);确认宏变量地址是否正确。
六、总结
发那科CNC系统的数据采集与联网是实现智能车间的基础环节。工程师应根据设备型号、车间网络条件和MES需求选择合适的通信方式,并严格遵循安全规范与现场手册。通过可靠的联网方案,企业可以打通从代码到车间的数据通路,真正发挥智造枢纽的价值。
相关工业自动化网址导航